Naukowcy, badacze i kierownicy działów kontroli jakości na całym świecie wykorzystują dyfrakcję laserową do analizy wielkości cząstek danego materiału. W celu zapewnienia najwyższej jakości produktów często konieczne jest rozszerzenie pomiarów dyfrakcyjnych o dodatkowe dane. Badanie kształtu cząstek pozwala lepiej zrozumieć naturę i właściwości materiału, m.in. jego sypkości, szybkości rozpuszczania, gęstości upakowania lub skłonności do tworzenia aglomeratów.

Rys. 1. Jednostka do dynamicznej analizy obrazu Hydro Insight.
Hydro Insight to jednostka łącząca doświadczenie firmy Vision Analytical w zakresie dynamicznego obrazowania cząstek z technologią celi przepływowej i systemu dyspergowania próbki firmy Malvern Panalaytical. Przystawka Hydro Insight, w połączeniu z systemem dyfrakcji laserowej Mastersizer 3000, umożliwia Użytkownikowi podgląd dyspersji materiału oraz ocenę morfologii w czasie rzeczywistym. Dzięki połączeniu technik – dynamicznej analizy obrazu i dyfrakcji laserowej – Użytkownik uzyskuje pełniejszą charakterystykę badanego materiału, co znacznie ułatwia rozwiązywanie wszelkich zagadnień i usprawnia opracowywanie metod pomiarowych.
Poniżej przedstawiono 5 korzyści płynących z rozszerzenia systemu Mastersizer 3000 o akcesorium do dynamicznej analizy obrazu Hydro Insight.
1. Lepsze zrozumienie własności materiałów zawierających cząstki stałe
Dyfrakcja laserowa bardzo szybko stała się standardową techniką określania wielkości cząstek w wielu sektorach przemysłu. Analiza za pomocą systemu Malvern Mastersizer 3000 niesie ze sobą wiele korzyści:
- Pozwala na szybkie wykonanie rzetelnej analizy rozkładu wielkości cząstek – pomiar pojedynczej próbki zajmuje mniej niż pół minuty;
- Jest ona bardzo prosta w użyciu – analiza wymaga jedynie wprowadzenia próbki do systemu i uruchomienia trybu ustalonej procedury pomiarowej (SOP). Prostota obsługi urządzenia pozwala na uzyskanie wysokiej odtwarzalności;
- Ma szeroki zakres dynamiczny – od 10 nanometrów do 3,5 milimetra – to aż pięć rzędów wielkości w jednym pomiarze!
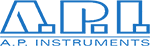
Dyfrakcja laserowa umożliwia analizę rozkładu wielkości cząstek poprzez pomiar intensywności światła rozproszonego na cząstkach w funkcji kąta rozpraszania – duże cząstki rozpraszają światło pod małymi kątami względem wiązki lasera, a małe – pod dużymi. Na Rysunku 2. przedstawiono w jaki sposób wykonywany jest pomiar za pomocą układu Mastersizer.
Rys. 2. Schemat pomiaru za pomocą dyfrakcji laserowej przy użyciu analizatora Mastersizer.
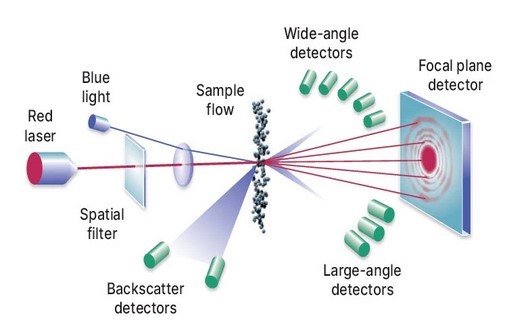
Podobnie jak w przypadku większości technik służących do badania wielkości cząstek, złożona geometria cząstek rzeczywistych jest sprowadzana do kuli równoważnej pod względem określonego parametru – w tym przypadku objętości. Wyzwaniem staje się metodyka z jaką wyznaczana jest wielkość cząstek, ponieważ każda z technik przyjmuje inny parametr równoważny cząstce rzeczywistej. Na Rysunku 3. przedstawiono różne możliwości odniesienia cząstki rzeczywistej do kuli równoważnej pod względem konkretnego parametru – zależnego od techniki pomiarowej.
Rys. 3. Kule równoważne cząstce pod względem określonego parametru, zależnego od techniki pomiarowej.
Z pomocą przychodzi Hydro Insight – jednostka do dynamicznej analizy obrazu kompatybilna z systemem Mastersizer. Hydro Insight umożliwia analizę obrazów cząstek w czasie rzeczywistym, równolegle do analizy za pomocą dyfrakcji laserowej. Technika ta dostarcza istotne i sprecyzowane informacje dotyczące morfologii pojedynczych cząstek, dzięki czemu stanowi ciekawe i wartościowe uzupełnienie dyfrakcji laserowej oraz innych technik pomiarowych (Rysunek 4).

Rys. 4. Rozkład wielkości cząstek uzyskany za pomocą analizatora Mastersizer 3000 i odpowiadające mu obrazy dyspersji cząstek z jednostki Hydro Insight.
Co więcej, Hydro Insight pozwala na uzyskanie danych ilościowych dotyczących kształtu cząstek. Urządzenie umożliwia analizę pojedynczej cząstki z uwzględnieniem aż 32 parametrów związanych z morfologią cząstek, m.in. kolistość, gładkość, eliptyczność, nieprzezroczystość, średnia średnica, współczynnik kształtu. Parametry te ułatwiają interpretację wyników i pomagają zrozumieć, w jaki sposób wielkość i kształt cząstek wpływają na właściwości fizykochemiczne materiałów. Jest to niezwykle istotne, ponieważ różnice w wielkości i kształcie cząstek mogą wpływać na:
- przetwarzanie surowców, czyli ich sypkość, lepkość oraz skłonność do tworzenia aglomeratów;
- właściwości produktu końcowego, takie jak przyswajalność (leków) drogą wziewną, rozpuszczanie, biodostępność oraz skuteczność ścierania.
Obrazowanie o wysokiej rozdzielczości i szeroki zakres pomiarowy dyfrakcji laserowej zapewniają wszechstronną analizę różnego rodzaju materiałów, co pozwala na dokładne zrozumienie ich właściwości oraz ułatwione przewidywanie cech produktu końcowego.
2. Optymalizacja opracowywania metod
Przystępując do pomiarów z wykorzystaniem dyfrakcji laserowej konieczne jest właściwe przygotowanie próbki. Odpowiednio uzyskana dyspersja daje gwarancję, że mierzone cząstki są cząstkami pierwotnymi, a nie aglomeratami. Czynnikami pomagającymi w dyspergowaniu próbki są m.in. mieszanie, stosowanie ultradźwięków czy środków powierzchniowo-czynnych. Często proces ten jest oparty na metodzie prób i błędów. Zdarza się, że przydatne jest zastosowanie równolegle techniki wspomagającej, dającej wgląd w stan dyspersji jak np. mikroskopia ręczna. Służy to potwierdzeniu, że podczas analizy za pomocą dyfrakcji laserowej użyto właściwie zdyspergowanego materiału i/lub właściwości optycznych.
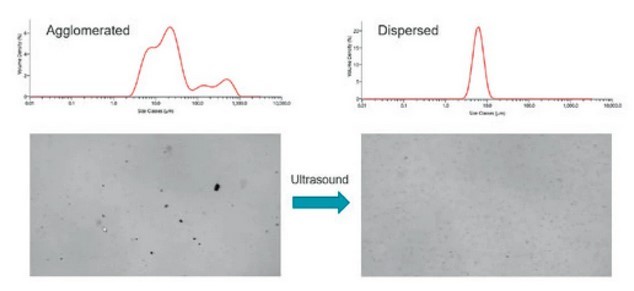
Rys. 4. Zmiany w rozkładzie wielkości cząstek i odpowiadające im obrazy Hydro Insight podczas dyspersji aglomeratów za pomocą ultradźwięków.
Hydro Insight umożliwia wizualizację dyspersji cząstek w czasie rzeczywistym. Oznacza to, że już po dodaniu próbki do jednostki dyspergującej można sprawdzić obecność aglomeratów. Dzięki temu możliwe jest określenie skuteczności działania środka powierzchniowo-czynnego, czy wydajności dyspergowania przez mieszadło lub ultradźwięki, aglomeratów na cząstki pierwotne. Ponadto, ponieważ obrazowanie i pomiary dyfrakcji laserowej są wykonywane jednocześnie, można bezpośrednio skorelować i porównać dane dotyczące wielkości cząstek z obrazami pojedynczych cząstek lub aglomeratów.
3. Potwierdzaj jakość wytwarzanych produktów
W przypadku tworzenia niektórych produktów, takich jak zawiesiny lub proszki, obecność kilku cząstek o innych rozmiarach może mieć ogromne znaczenie. Na przykład, podczas druku 3D kilka zbyt dużych cząstek może zablokować głowicę drukującą lub spowodować niedoskonałości powłoki wyrobu. W przypadku produkcji elementów metalowych lub baterii, duże zanieczyszczenia obecne w próbce mogą być przyczyną poważnych awarii produktów końcowych lub ich części.
Dyfrakcja laserowa jest techniką opisującą statystyczną wielkość całej populacji cząstek. Oznacza to, że wynik jest oparty na statystycznej reprezentacji całej próbki, a nie na pojedynczych cząstkach. Jeśli więc próbka zawiera śladowe ilości (1-1000 ppm) większych cząstek w mieszaninie mniejszych cząstek, dyfrakcja laserowa może mieć trudności w wykryciu ich.
W przeciwieństwie do dyfrakcji laserowej, Hydro Insight obrazuje pojedyncze cząstki i zapewnia liczbowy rozkład wielkości cząstek. Dzięki temu urządzenie jest czułe nawet na pojedyncze, większe od pozostałych cząstki. Często problemem są nie tylko cząstki ponadwymiarowe, ale również cząstki anomalne lub zanieczyszczenia o nieregularnym kształcie. Ponieważ Hydro Insight dostarcza dokładnych informacji o morfologii cząstek, można łatwo zidentyfikować, które cząstki różnią się od głównej frakcji. Dodanie jednostki Hydro Insight do analizatora Mastersizer 3000 pozwala na dynamiczne obrazowanie z wysoką rozdzielczością i analizę wielkości cząstek w szerokim zakresie pomiarowym – dzięki temu Użytkownik ma możliwość dokładnej oceny jakości swoich produktów i surowców.

Rys. 5. Dyfrakcja laserowa umożliwia wykrycie niewielkiej ilości cząstek ponadwymiarowych przy stężeniu ok. 1%, ale jest znacznie mniej czuła przy niższych stężeniach.
4. Szybkie rozwiązywanie zagadnień związanych z interpretacją wyników
Dyfrakcja laserowa jest prostą, szybką i zapewniającą wysoką powtarzalność techniką, jeśli próbki są odpowiednio przygotowane i mierzone w sposób prawidłowy. Nie zawsze jednak wszystko idzie zgodnie z planem. Może być tak, że opracowana metoda daje dokładne i spójne wyniki, ale nagle w rozkładzie pojawi się nieoczekiwany pik.
Czy oznacza to, że badana partia materiału nie spełnia określonych wymogów, czy może jest to efekt nieprawidłowo zmierzonego tła? Niespodziewane frakcje w rozkładzie pojawiają się zwykle w zakresie większych cząstek i mogą być spowodowane aglomeratami, pęcherzykami powietrza lub rzeczywistymi cząstkami. Ponieważ rozkłady uzyskiwane za pomocą dyfrakcji laserowej bazują na objętości cząstek, na rozkładzie może pojawić się dodatkowa frakcja cząstek od choćby pojedynczych pęcherzyków lub zanieczyszczeń. Często jedynym sposobem na ustalenie przyczyny i identyfikację niechcianej frakcji jest zastosowanie różnych technik off-line, takich jak np. mikroskopia ręczna.
Mniej pracochłonnym rozwiązaniem jest wykorzystanie dynamicznej analizy obrazu. Rozszerzenie układu o moduł Hydro Insight może znacznie przyspieszyć proces rozwiązywania problemów związanych z dyspersją. Dzięki obrazom dyspersji cząstek i identyfikacji każdej pojedynczej cząstki można bardzo łatwo określić, czy niespecyficzne wyniki wielkości cząstek są spowodowane zbyt dużymi cząstkami, aglomeratami lub pęcherzykami powietrza (Rysunek 6).

Rys. 6. Obrazy dyspersji i pojedynczych cząstek z Hydro Insight pokażą, co kryje się za dodatkowym pikiem w rozkładzie wielkości cząstek.
5. Ułatwienie transferu metod pomiarowych
Dane dotyczące szerokości i wydłużenia cząstek znacznie ułatwiają przenoszenie danych z sit na dyfrakcję laserową.
Analiza sitowa jest szeroko stosowana w przemyśle produkcyjnym ze względu na niskie koszty utrzymania, prostotę użycia i możliwość pomiaru stosunkowo dużych cząstek o rozmiarach do kilku centymetrów. Jest to również dobrze ugruntowana i godna zaufania technika, a frakcje wielkości sita są powszechnie stosowane do określania i kwalifikowania proszków, w szczególności grubszych frakcji.
Technika ta ma jednak istotne wady, które sprawiają, że nie nadaje się ona do wspierania nowoczesnej, wysokosprawnej produkcji. Po pierwsze, przesiewanie przez sita jest procesem czasochłonnym i wymagającym pracy ręcznej, przez co powtarzanie pomiarów jest rzadko wykonywane w praktyce. Po drugie, metoda sitowa zapewnia niską precyzję i rozdzielczość, zazwyczaj rozdzielając próbkę na zaledwie pięć do ośmiu frakcji. Ostatnią i najważniejszą wadą jest problematyczne przesiewanie materiałów o wielkości cząstek poniżej 100 mikronów – siły kohezji pomiędzy cząstkami często prowadzą do aglomeracji cząstek.
Wszystkich tych niedogodności można uniknąć wykorzystując dyfrakcję laserową. Technika ta zapewnia szybszą i prostszą analizę oraz szerszy zakres pomiarowy i lepszą rozdzielczość. Warto przy tym zaznaczyć, że przeniesienie metody analizy sitowej na dyfrakcję laserową nie zawsze jest proste, zwłaszcza gdy cząstki mają pewien stopień nieregularności.
Dzieje się tak dlatego, że analiza sitowa klasyfikuje cząstki na podstawie wymiaru oczka sita, przez które przechodzą cząstki. Wymiar ten z kolei odpowiada drugiemu co do wielkości wymiarowi cząstek, a nie ich największemu wymiarowi, przez co uzyskiwany metodą sitową wynik bardzo często różni się od stanu rzeczywistego materiału.
Dodanie systemu dynamicznego obrazowania Hydro Insight do systemu Mastersizer 3000 może pomóc rozwiązać ten problem. Przystawka dostarcza wiele różnych parametrów wielkości cząstek nieregularnych, które są dobrze skorelowane z analizą sitową. Są to między innymi:
- Szerokość prostokąta granicznego (szerokość BR) – jest to wymiar szerokości najmniejszego prostokąta (w obszarze), który otacza projektowaną cząstkę;
- Szerokość Fereta – jest to najmniejszy możliwy odstęp między liniami równoległymi, które stykają się z cząstką, ale jej nie przecinają;
- Szerokość włókien – miara ta przekształca włókno w prostokąt i określa szerokość przekształconego prostokąta.

Rys. 7. Zastosowanie średnic zastępczych okręgu (po lewej) i szerokości prostokąta foremnego (po prawej) do szacowania wymiarów cząstek nieregularnych.
Szerokość BR jest najczęściej stosowanym parametrem do uzyskania dokładnej korelacji sitowej z cząstkami nieregularnymi, ale można również zastosować szerokość Fereta lub szerokość włókien.
Ponadto oprogramowanie Hydro Insight zawiera algorytm bezpośredniej korelacji wyników z metodą sitową, który automatycznie przypisuje uzyskane dane do danej frakcji sitowej na podstawie wybranej metryki, jak pokazano na Rysunku 8.
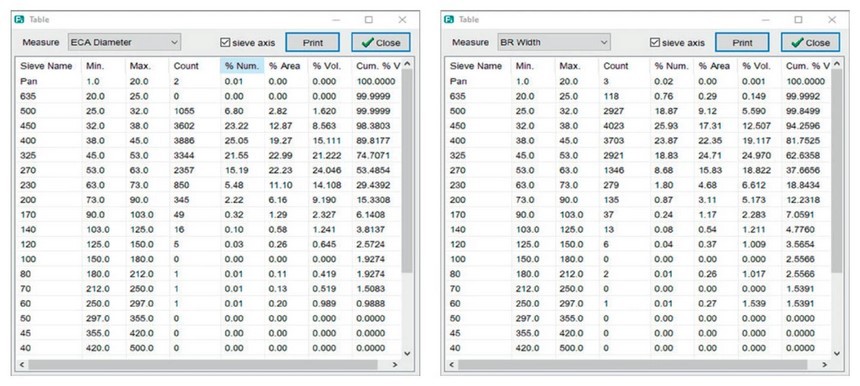
Rys. 8. Wyniki korelacji sita dla próbki cząstek nieregularnych przy użyciu kuli równoważnej pod względem objętości (po lewej) i szerokości prostokąta granicznego (po prawej).
Podsumowanie
Hydro Insight stanowi doskonałe uzupełnienie dyfrakcji laserowej. Technika ta zapewnia rejestrację obrazów rozproszonych cząstek w czasie rzeczywistym, liczbowe rozkłady wielkości cząstek oraz wiele parametrów wielkości cząstek nieregularnych. Dzięki szerokim możliwościom tego akcesorium Użytkownik ma możliwość przeprowadzenia kompleksowej analizy materiału, łatwiejsze rozwiązywanie problemów i przyspieszenie transferu metod pomiarowych, co finalnie zapewni możliwie jak najlepszą jakość produktu końcowego.